
五星体育高清免费直播
来源:五星体育高清免费直播 | 发布时间:2024-04-16 15:56:37 | 点击率: 16次
一台发动机的品质仅靠数据是远远不能体现的,设计与制造环节的品质把控才是根本保障。为了探寻品质发动机的制作的完整过程,爱卡汽车专门对一汽-大众成都EA211工厂进行了独家探秘。
2012年初,大众公布了最新研发的横置发动机模块化平台(简称MQB平台),为了配合MQB模块化平台的推行,大众在2012年日内瓦车展上正式推出了EA211发动机。作为大众旗下主力发动机之一,同时也作为EA111的改进机型,EA211面世以来一直受到大家的关注。相比EA111,这款机型有哪些改进?技术亮点在何处?EA211开发生产的全部过程如何?这次一汽-大众成都发动机工厂之行为您揭秘。

EA211发动机相比EA111发动机。主要的改进之一是采用了轻量化的设计,集铝铸造缸体、涡轮增压、缸内直喷、排气歧管缸盖集成、双气门相位调节系统等先进的技术于一身,并侧重节能环保的设计理念,在轻量化、节能降耗、功率和扭矩指标等方面均处于国际领先水准。
EA211发动机阵营主要由小排量发动机构成,最重要的包含1.0L、1.4L、1.6L三款自然吸气发动机和1.0T、1.2T、1.4T三款涡轮增压发动机。

EA211发动机阵营中包括1.0L、1.4L、1.6L三款自然吸气发动机和1.0T、1.2T、1.4T三款涡轮增压发动机。
今年早一点的时候,大众汽车在维也纳发动机研讨会上发布了最新的EA211 1.5TSI EVO发动机,未来将进一步丰富EA211发动机阵营。

今年早一点的时候,大众汽车在维也纳发动机研讨会上发布了最新的EA211 1.5TSI EVO发动机,未来将进一步丰富EA211发动机阵营。

大众的1.0T发动机也是在EA211 1.0L自然吸气发动机的基础上进行升级改造完成的,也隶属于EA211系列发动机。


EA211发动机主要搭载在大众旗下的各紧凑级车型上,作为配合MQB平台而生的产物,EA211系列发动机有着非常强的通用性。
比如一汽-大众高尔夫一汽-大众速腾都搭载了EA211系列发动机。奥迪品牌部分车型的入门款也搭载了这款发动机,比如奥迪A3、Q3等。

比如一汽-大众高尔夫)和一汽-大众速腾)都搭载了EA211系列发动机。奥迪品牌部分车型的入门款也搭载了这款发动机,比如奥迪A3)、Q3等。
这次成都EA211发动机工厂之行机会难得,让我们仔细地了解一下EA211发动机的生产制造过程。

位于成都的EA211发动机工厂是一汽-大众在成都建设现代化汽车生产基地的重要组成部分。厂区面积16万平方米,员工900余人,年产能60万台。

2009年一汽大众在成都设立了汽车工厂,2011年7月16日为了配合工厂建设,EA211发动机项目与汽车工厂三期工程同时开工。
作为整车动力系统的生产工厂,成都EA211发动机工厂完全是按照德国大众集团最新的“完美工厂标准”进行整体规划设计的,整个车间采用正压、恒湿、恒温控制,保证了环境清洁度的同时提高了生产和质量的稳定性。作为一座德国工厂的“复制工厂”,成都EA211工厂在零部件加工和质检监查方面都体现出了相当高的专业性与技术性,让我们的角度来看几个亮点之处。
传统的曲轴连杆加工方式选用拉削加工,即利用拉削刀具将连杆大头分割成两部分。而激光裂解技术则是利用高能量的激光形成“激光刀”在连杆大头孔裂解位置切削行成激光槽,在利用涨销将连杆涨断成两部分。相比传统的拉削加工方式,激光裂解技术由于不存在刀具切削过程,连杆受热量的影响较小,精确度高。整个工艺流程也不存在刀具的磨损情况,重复性好,系统更加稳定。

从这张图可以清楚的看到,只有在连杆大头孔的内部才能看到加工后留下的激光槽,连杆大头孔外部用肉眼基本看不到有任何缝隙。后续连杆大头孔内表面还会进行精镗加工,此时激光槽也将消失。


加工完毕的连杆将会进行激光打码,将连杆加工信息录入到二维码中,经过照相扫描进一步确认之后将根据连杆重量进行分类。

由于连杆属于非常快速地旋转件,同一台发动机要求连杆重量要相差极小,以保证连杆在运动过程中惯量保持一致。所以加工完之后连杆应该要依据重量进行分类。工作人员对筛选完后的连杆进行简单检查。

连杆上的二维码包含了生产工艺流程的所有信息,在出现一些明显的异常问题之后能够准确的通过二维码及时溯源追查原因。
EA211发动机的缸盖罩盖采用的是一体化的设计,只在罩盖侧面留有凸轮轴的配合孔,罩盖的组装只能让凸轮轴管从侧面插入到罩盖中。自然地,凸轮轴管和凸轮也只能采用分体式的设计。这也就造就了超高温零件与超低温零件压装的生产环节,利用热胀冷缩原理实现凸轮与凸轮轴管的装配。
凸轮轴管和凸轮采用分体式设计,后续装配成为凸轮轴。凸轮轴管采用空心轻量化处理。
一体化的缸盖罩盖设计有利也有弊。先说利处,结构紧密相连,轻量化明显,别的不说,十几根连接螺栓的重量是省了。当然了,坏处也很明显,万一发动机凸轮出现一些明显的异常问题,一体化的设计意味着只能“一体化”更换,维修成本会上升,但这种几率会很小。

发动机缸盖罩盖采用了一体化设计,结构紧密相连,轻量化明显。但这也代表着假如慢慢的出现问题将会增加维修成本。另外对装配提出了更高的要求。
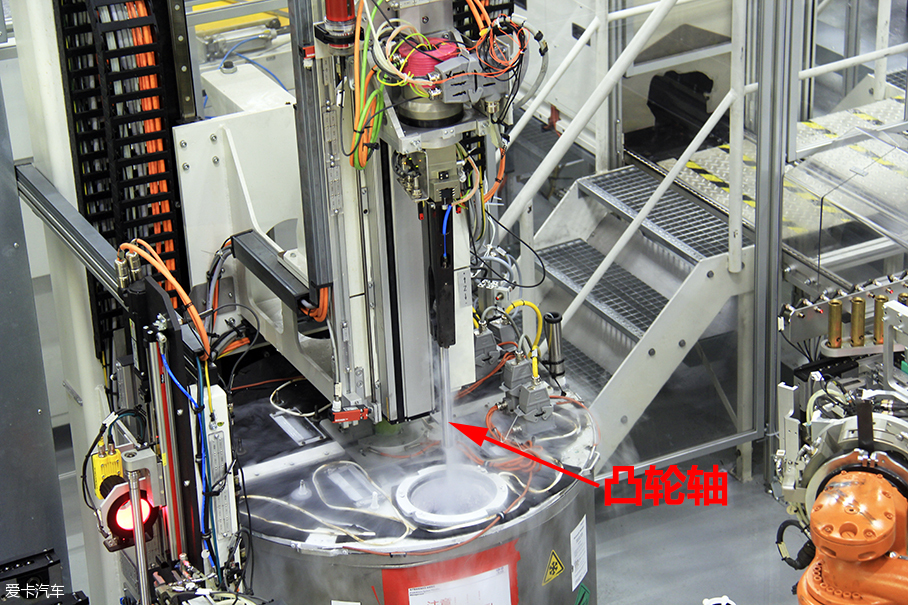
液氮罐里的温度能达到-196℃,凸轮轴会完全浸没在液氮中保持至少300秒,经过冷却之后,凸轮轴外径会缩小0.05mm。


两台KUKA机器人完成整个罩盖装配过程。左边一台负责抓取冷却后的凸轮轴,右边一台负责抓取罩盖和加热后的凸轮。

两台机器人将零件固定在装配塔上进行装配,装配塔设有专门的夹具,确保缸盖罩盖和凸轮的相对位置保持固定。
另外,在装配过程中,夹具通过加热丝加热保证温度造96-100℃之间,防止凸轮离开加热炉后温度降低过快。夹具在每一个凸轮背后装有一个千分尺,用以调整凸轮安装角度,安装角度公差在0.5。由于凸轮和凸轮轴管存在巨大温差,装配过程中凸轮与轴管瞬间接触会产生大量水蒸气了,夹具装有压缩空气管,能够用2bar的压力吹8秒将水蒸气吹散。
成都EA211发动机工厂的缸体加工设施由德国格林珩磨设备厂商提供,采用三段式射流珩磨技术,带有高压喷射和抛光工位,采用伺服电机夹紧方式,还可以自动对工件实现测量。


加工完成之后的缸体与模拟缸盖进行预装配,模拟缸盖和真实缸盖的重量一致,防止缸体因为加工发生变形,影响后续的装配环节。

曲轴在工艺流程中会发生变形弯曲,以往工艺流程中会采用外力挤压矫直的工序,大众EA211发动机工厂则采用了粗磨和精磨两道工序来确保曲轴主轴线保持直线状态。

加工完成后的曲轴进行动平衡测试,确保曲轴在非常快速地旋转时候保持动平衡状态。

加工设备外部设有检查仪器,可以每时每刻查看曲轴在旋转时候的重心分布位置。动平衡完成之后,屏幕中的红点处于蓝色圆形区域内才算合格。


虽然在生产的全部过程中已经做了动平衡测试,但是在所有加工工序完成之后还要再进行一次动平衡检测,确保残次品不会流入到装配环节。

发动机曲轴也经过重新设计,采用了4平衡配置块设计,相比传统的8块平衡配重来说大幅减轻了质量,另外在曲拐位置,在不影响零件强度的情况下增加了4个减重孔,进一步减轻重量。
所有的发动机零件加工完之后都会有相应的检测环节,但是EA211发动机工厂的要求不止于此,除了所有的环节的自检之外,大众发动机工厂还设立了专门的零件检测车间。各部分零件都会进行抽检,以确定保证产品的质量。

海克斯康Leitz超高精度三坐标测量仪对发动机缸体做测量,来自德国的海克斯康测量仪在高端计量界可是处于翘楚地位。
为了让凸轮与凸轮轴装配完成之后能够保持连接紧密,凸轮的内表面会用激光刻蚀出纹路,工作人需要检测纹路的各项指标以确保质量合格,光是一个小小的凸轮内壁检查就需要检测70多项指标。
为了更好的测试发动机的各项指标,发动机组装完成之后需要对其进行冷机测试和热机测试。所谓冷机测试,简单来讲就是在发动机不点火的情况下,通过交流伺服电机带动发动机来测试,冷试机上会加装各类传感器用来监测和测量发动机的各项参数,并与标准参数作对比,以进行故障诊断。热机测试则是通过发动机正常工作,通过自身动力带动测功机等设备做各项数据测试。


将装配好的发动机与冷试台架连接,安装好各种传感器之后就能够直接进行测试了。冷试台架是冷试系统的重要组成部分,一般测试内容有发动机的进气真空度、排气压力、NVH与发动机正时等项目。

同冷试不同,热试发动机有必要进行点火,测试开始前工作人员对发动机的管路和线束进行最后的检查,同时检测固定装置固定牢固。

热试过程中由于发动机处于工作状态,需要用风扇对其进行吹风冷却,模拟真实工作环境,同时发动机的排气管连接到专门的尾气吸收管路中,避免发动机尾气排放在实验室中。
Audit是大众独有的质量评审体系,有专业的质保人员每周在终检合格的发动机中抽取3至4台发动机,每台发动机用时一天到一天半的时间对发动机进行拆解,用最挑剔的眼光对发动机的每一个细节进行评审打分。

独立于生产之外的Audit间,这也是整个工厂最后的质量检查机构,在这里大众的EA211发动机将接受最严苛的检查。

EA211发动机排气歧管采用了集成设计,隐藏在缸盖内部,简化了排气管路,除了轻量化作用外,还可以缩减发动机体积,便于发动机舱的布置。

凸轮轴与气门摇臂采用滚动摩擦接触,有效的降低了摩擦力,增加了零部件寿命。

EA211相比EA111机油滤清器安装的地方发生改变,由EA111发动机的缸盖位置重新再回到油底壳位置,这样一来,机油能够迅速通过机滤然后进入到冷却润滑环节,而不需要先泵到机顶位置。

EA111发动机的油气分离器与机滤集成安装在了缸盖位置,EA211的油气分离器则是直接布置在曲轴箱侧面,简化了结构不说,对与曲轴箱内废气处理更直接,气体流动距离缩短。

EA211采用了铝制缸体,缸套采用铸铁材质,确保耐磨性的同时达到了缸体轻量化的目的。


如果在Audit检验测试的机构被发现发动机零件存在问题,会直接追查到相应岗位,分析问题产生的原因,杜绝相同问题再次出现。

Audit检验测试的机构的质保人员都是经过专业的培训,他们的任务就是用最严苛的要求、最挑剔的眼光去察觉缺陷,挑出毛病。
编辑点评:发动机的组装与拆解永远是了解一台发动机最直观也最根本的手段,两天的时间我见证了EA211从原材料到成品的演变,又目睹了它从成品被拆解成零部件的过程。这篇文章我本想把EA211当做主角,写成纯粹的技术解析,但两天的行程我发现这座工厂所表现出的严谨流程和工人们的认真态度才是最值得分享给各位的。

作为一名车辆工程专业毕业的汽车编辑,面对这些场景我把焦点都毫不犹豫得聚焦在了零件上,但现在来看对焦在那些专注的眼神上更为合适。
一台发动机从毛料到成品至少需要50人经手,至少要有3次严苛检验,每一台发动机都包含着一汽-大众人的智慧与辛劳,每一位大众人又以能缔造最高技术的发动机而骄傲。EA211凭借着优秀的设计达到了高效能低排放的目的,未来肯定还会向着更高目标进发。

今年是一汽-大众25周年的产品大年,全新宝来)、全新高尔夫)嘉旅、速腾)、新新一代迈腾)等众车型在车展中备受消费者和媒体关注。一汽-大众在车辆的设计不断年轻化的同时也在修炼内功提高车辆内在的品质。 随着科学技术的不断的提高,高精度、轻量化、低排放的EA211发动机显然走在节能减排的前列。“打铁还需自身硬”可以看见多年来业界老大哥不断地内外兼修、推陈出新,既迎合了现在潮流又为环境保护贡献出不少力量。